Fire protection systems play a critical role in safeguarding lives, buildings, and industrial assets. Among the many types of fire pumps used in modern fire protection systems, the vertical turbine fire pump stands out as one of the most reliable solutions for facilities that require a dependable water supply from underground sources. It is widely used in industrial plants, power stations, commercial buildings, refineries, ports, and municipal fire protection systems.
Understanding how a vertical turbine fire pump works, where it is used, and why it is important can help project owners, contractors, and engineers choose the right fire protection solution for their applications.

A vertical turbine fire pump is a specialized centrifugal pump designed to move water from deep underground sources such as wells, lakes, rivers, tanks, or reservoirs into a fire protection system. Unlike horizontal fire pumps, the vertical turbine design allows the pump bowl assembly to be submerged in the water source while the motor remains above ground.
This design is especially useful when the available water supply is located below ground level or when there is insufficient positive suction pressure for other types of fire pumps.
Vertical turbine fire pumps are commonly manufactured in compliance with NFPA 20 standards and are often UL listed and FM approved for fire protection applications. They are engineered to deliver high flow rates and stable pressure during emergency fire situations.
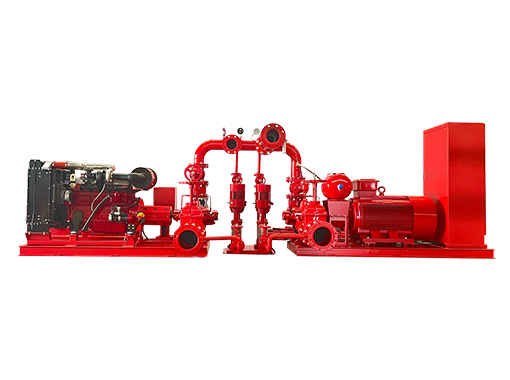
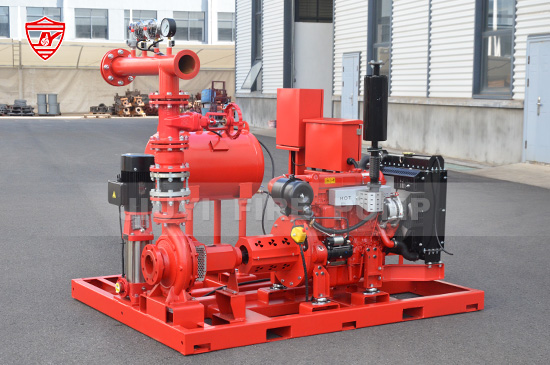
A vertical turbine fire pump system consists of several important components that work together to ensure efficient and reliable operation.
The driver powers the pump and can be either an electric motor or a diesel engine. Electric motors are commonly used when a stable power supply is available, while diesel engines provide additional reliability in areas where power outages may occur during emergencies.
The discharge head is mounted above the water source and supports the driver and pump shaft. It directs the pumped water into the fire protection piping system.
The column pipe connects the discharge head to the pump bowls located underwater. It contains the line shaft that transfers power from the driver to the impellers.
The bowl assembly is submerged in the water source and contains the impellers and diffusers responsible for generating pressure and water flow.
Impellers rotate at high speed to move water upward through the pump assembly. Multiple impellers may be used in stages to achieve higher pressure requirements.
The suction bell guides water smoothly into the pump bowls and helps minimize turbulence during operation.
The operation of a vertical turbine fire pump is relatively straightforward yet highly efficient.
When the fire protection system detects a pressure drop caused by sprinkler activation, hydrant operation, or firefighting activities, the fire pump controller starts the pump automatically. The driver rotates the line shaft, which turns the impellers inside the submerged bowl assembly.
As the impellers spin, they create centrifugal force that lifts water from the underground source upward through the column pipe. The water then exits through the discharge head and enters the fire protection system at the required pressure and flow rate.
Because the pump bowls are submerged, vertical turbine fire pumps can effectively operate even when the water level changes significantly. This makes them ideal for applications where water sources are deep or fluctuating.
Vertical turbine fire pumps are widely used in industries and facilities where underground or open water sources serve as the primary fire water supply.
Factories, chemical plants, and manufacturing facilities often require large-capacity fire protection systems. Vertical turbine fire pumps provide reliable water delivery for these demanding environments.
Refineries, offshore platforms, fuel terminals, and petrochemical plants rely heavily on fire protection systems due to the high fire risks associated with flammable materials.
Power generation facilities require continuous and dependable fire protection. Vertical turbine fire pumps are commonly installed to draw water from reservoirs, cooling ponds, or lakes.
Large commercial complexes, airports, warehouses, and shopping centers use vertical turbine fire pumps when municipal water pressure is insufficient.
Ports and shipyards often use seawater or nearby water sources for fire protection systems, making vertical turbine fire pumps a suitable choice.
Some cities and municipalities use vertical turbine fire pumps to support public fire hydrant systems and emergency response infrastructure.
Vertical turbine fire pumps offer several significant advantages compared to other types of fire pumps.
One of the biggest advantages is the ability to draw water from deep wells, underground tanks, lakes, and reservoirs. This makes them ideal when water sources are located below ground level.
Vertical turbine fire pumps are designed for critical emergency operation. Their submerged bowl assembly ensures continuous priming and dependable performance during emergencies.
The vertical arrangement reduces floor space requirements compared to horizontal split-case pumps. This is especially beneficial in facilities with limited installation space.
Multi-stage impeller configurations allow vertical turbine fire pumps to generate high discharge pressures for large fire protection systems.
Since the pump bowls remain submerged, the system can continue operating even if the water level fluctuates significantly.
Many vertical turbine fire pumps are manufactured according to strict fire protection standards such as NFPA 20 and may carry UL and FM certifications.
Choosing between a vertical turbine fire pump and a horizontal split case pump depends largely on the water supply conditions and project requirements.
Horizontal split case pumps are commonly used when the water supply is above ground and provides sufficient positive suction pressure. They are known for their easy maintenance and high efficiency.
Vertical turbine fire pumps, on the other hand, are specifically designed for situations where water must be lifted from below ground or from open water sources.
For facilities using underground reservoirs, wells, or lakes as their fire water source, vertical turbine fire pumps are often the preferred solution.
Fire protection systems must comply with strict industry regulations to ensure safety and reliability.
NFPA 20 is the standard for the installation of stationary fire pumps for fire protection. It provides guidelines for pump selection, installation, operation, and testing.
UL listing indicates that the fire pump has been tested and certified for fire protection use according to recognized safety standards.
FM approval demonstrates that the fire pump meets performance and reliability requirements established by FM Global.
When selecting a vertical turbine fire pump, choosing products that comply with these standards is essential for project approval and long-term reliability.
Proper installation is critical for achieving optimal fire pump performance.
The available water source must provide adequate flow and volume during emergency conditions. Engineers should evaluate water depth, seasonal variations, and water quality.
Correct alignment between the driver and pump shaft is essential to minimize vibration and mechanical wear.
The foundation must support the weight of the pump and driver while maintaining structural stability during operation.
The fire pump controller should be properly configured to ensure automatic startup during emergencies.
Regular testing and inspection are necessary to maintain system readiness and comply with fire protection regulations.
Routine maintenance helps ensure reliable operation throughout the life of the fire pump system.
Common maintenance tasks include:
Preventive maintenance reduces the risk of failure during emergency situations and extends equipment lifespan.
Selecting the correct vertical turbine fire pump requires careful evaluation of several factors.
The pump must provide the required flow rate and discharge pressure for the fire protection system design.
The depth, quality, and availability of the water source play an important role in pump selection.
Projects should determine whether electric motor or diesel engine drivers are more suitable for the application.
Many projects require UL listed and FM approved fire pumps to comply with local fire codes and insurance requirements.
Corrosion resistance, ambient temperature, and installation environment should also be considered during selection.
Working with an experienced fire pump manufacturer can help ensure proper sizing and configuration for each project.
As industries continue to expand and fire safety regulations become more stringent, the demand for reliable fire protection systems continues to grow. Vertical turbine fire pumps remain a critical solution for facilities that rely on underground or open water sources.
Modern fire pump technology is increasingly focused on improving energy efficiency, durability, remote monitoring capabilities, and system reliability. Manufacturers are also developing more advanced materials and corrosion-resistant designs to extend service life in challenging environments.
With their ability to provide dependable fire protection under demanding conditions, vertical turbine fire pumps will continue to play an essential role in industrial and commercial fire safety systems worldwide.

A vertical turbine fire pump is a highly effective fire protection solution designed to draw water from underground reservoirs, wells, lakes, and other deep water sources. Its vertical design, reliable performance, and ability to handle fluctuating water levels make it an ideal choice for industrial facilities, commercial buildings, power plants, and municipal fire protection systems.
By understanding how vertical turbine fire pumps work, their advantages, applications, and maintenance requirements, facility owners and engineers can make informed decisions when designing reliable fire protection systems.